Project Description
UNIVERSAL Steam Boiler ZFR, ZFR-X
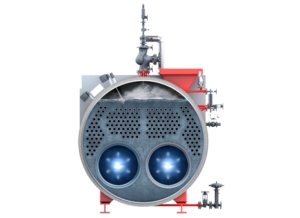
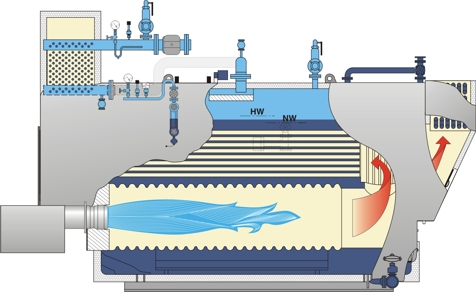
The boiler type ZFR is a shell boiler in three-pass technology with two completely separate flame tubes and smoke gas passages. A reliable steam and heat supply in the high output range.
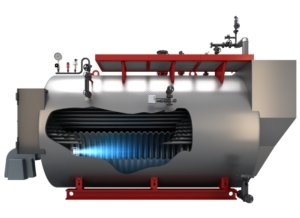
This double-flame/smoke tube boiler with separate gas passages is suitable for operation with just one burner. The three-pass principle with a rear flue gas reversing chamber positioned in the water chamber was patented in 1952. The economizer and superheater can be easily added according to the modular principle. The dimensions of the flame tubes, smoke tube bundles, water chamber and steam chamber have been optimised from the point of view of thermodynamics. Radiant and convection heating surfaces create a unique dynamism when used in single flame tube operation. The heat supplied by the fuel is converted into steam without causing any material stress thanks to flow fittings mounted on the water side.
| Type | UNIVERSAL ZFR | UNIVERSAL ZFR-X |
|---|---|---|
| Heat transfer medium | High-pressure saturated steam | High-pressure superheated steam |
| Design | Three-pass double-flame tube/smoke tube technology | Three-pass double-flame tube/smoke tube technology |
| Output | 18,000 to 55,000 kg/h | 18,000 to 55,000 kg/h |
| Safety pressure | up to 30 bar | up to 30 bar |
| Max. temperature | to 235 °C | to 300 °C |
| Fuel | Oil, gas | Oil, gas |
The main areas of use of ZFR steam boilers are all sectors of business, the processing and supply industries, and public facilities.
- Intuitive PLC-based boiler control with very high operating data transparency
- High level of efficiency due to 3-pass technology, integrated economizer and effective thermally insulating materials
- High level of pressure consistency and steam quality even with widely fluctuating steam demand
- SUC automatic start-up, standby and shutdown control
- Suitable for all burner systems
- Pollutant reduced combustion thanks to the use of highly developed firing systems and careful selection of the best boiler and burner combination
- Easy maintenance – simple to inspect on both the flue gas and water side
- Robust, reliable and unsurpassed in its durability
- Acceptance in accordance with the European Pressure Equipment Directive – applied worldwide
- Extremely large control range thanks to single-flame operation
- Easy to upgrade thanks to integrated modular technology
- Easy commissioning with pre-parameterised boiler control
- Easy wiring on site thanks to plug-in connections
Our three-pass patent dating from 1952 forms the basis for the outstanding and ongoing success of this series. Its suitability for unrestricted parallel or single burner operation is not only due to the stable separation of the components on the flue gas side. The special design features for neutralising the tension forces in single-flame operation are also critical for ensuring long-term stability. The flame tubes are continuous in the front and rear floors and welded securely all around. The water-flushed rear flue gas reversing chamber is divided by a stabilising tube wall through which water flows. It is fastened to the rear floor. Water circulation and heat transport are powerfully enhanced by means of guide profiles on the boiler base, and additionally accelerated by flow gases between the flame tubes and the smoke tube areas lying adjacent to one another.
Fully automatic operation with one or both burners is possible without restriction due to the approved single-flame operation. Even using different fuels in the two firing units does not present any barriers. This enables the control range to be doubled and means that each low-load phase runs with one burner and a consequent gain in efficiency.
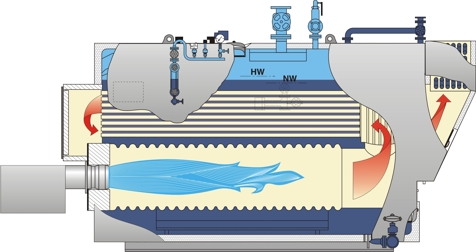
If superheated steam is required instead of saturated steam, a superheater module can be positioned on the front reversing chamber. A bypass valve constantly controls the temperature of the superheated steam over a large load range. The smoke tube areas remain easily accessible thanks to the pivoting door of the reversing chamber.
- Modular system, controlled on the flue gas side – no injection water required for temperature control of the superheated steam
- Easy maintenance and installation – simple cleaning of the second and third boiler pass
- Long service life thanks to low thermal loading of the heat exchanger bundle of the superheater
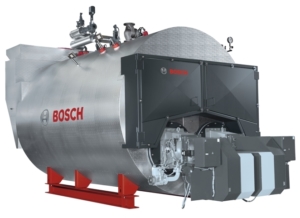
All of our shell boilers come as fully functional units inclusive of all equipment. The basic equipment includes the boiler pressure vessel, the control and safety technology, the burner unit, a pump module, a terminal box and the control cabinet including our easy-to-operate BCO boiler control.
Basic equipment
A variety of equipment options to suit customer requirements
Associated boiler house components:
- WTM water treatment module
- WSM water service module
- CSM condensate service module
- BEM blow-down, expansion and cooling module
- PM pump module
- EHB expansion, heat recovery and blow-down module
- VC vapour cooler
- WA water analyzer
- EHM expansion and heat recovery module
- GRM gas regulation module
- OCM oil circulation module
- OSM oil supply module
- OPM oil preheater module
- SCO system control
- ECO 1 Stand-Alone flue gas heat exchanger
- ECO 6 flue gas heat exchanger for condensing use