Project Description

PRODUCT FEATURES
• Electronic level sensed condensate drain with alarm function.
• Zero air-loss
• Rapid pay-back period, zero air-loss and energy saving.
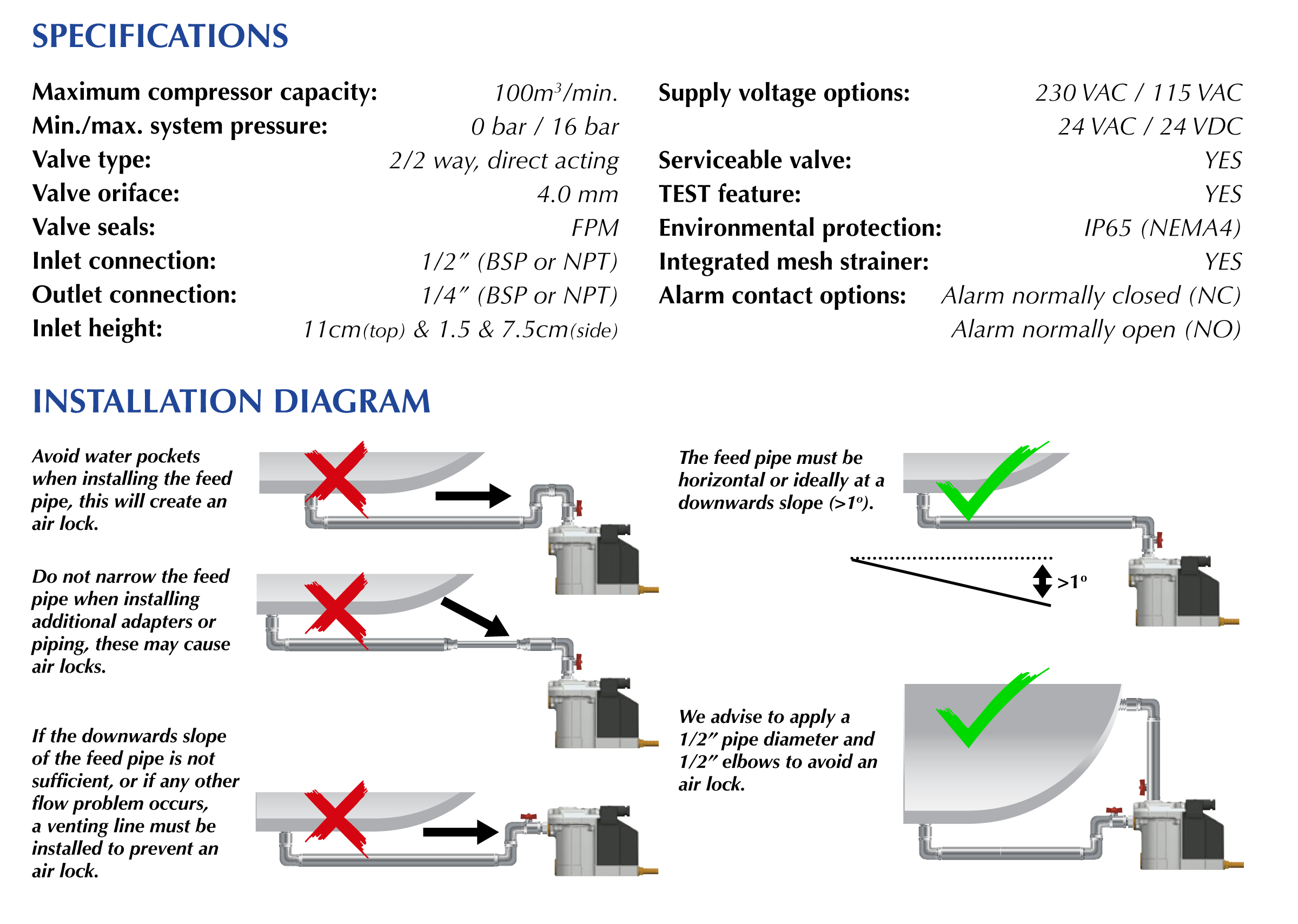
• Can be installed in all compressed air system components up to 100m3/min regardless of size and climate zone – only 1 model needed!.
• Reliable due to robust industrial housing, alarm feature and 2/2 way direct acting valve assembly.
• An integrated mesh strainer (prevent large particles from entering the valve orifice), easy to disassemble and service.
• The alarm feature can be connected to a visual or audible alarm. • Operating pressure to 16 bar and 64 bar special versions.
TECHNICAL ADVANTAGES OVER COMPETITORS
• Alarm function (NO or NC)
• No blockage of condensate due to large orifice. (also heavily emulsified condensate) • Integrated strainer
• Visual display of operating status.
• Direct acting valve assembly, ensuring reliable discharge operation. • Very few moving parts
• No electornic card damage. Card in separate chamber not above condensate. • Economical repair kit
NORMAL WORKING PROCEDURE
• Condensate is passed through inlet into container.
• Condensate will fill container chamber.
• Once condensate set limit has been reached, measured by level sensor, condensate valve will open allowing condensate to pass through strainer and escape through outlet.
• When minimum condensate level is reached in container the level sensor will shut the condensate valve for cycle to repeat.